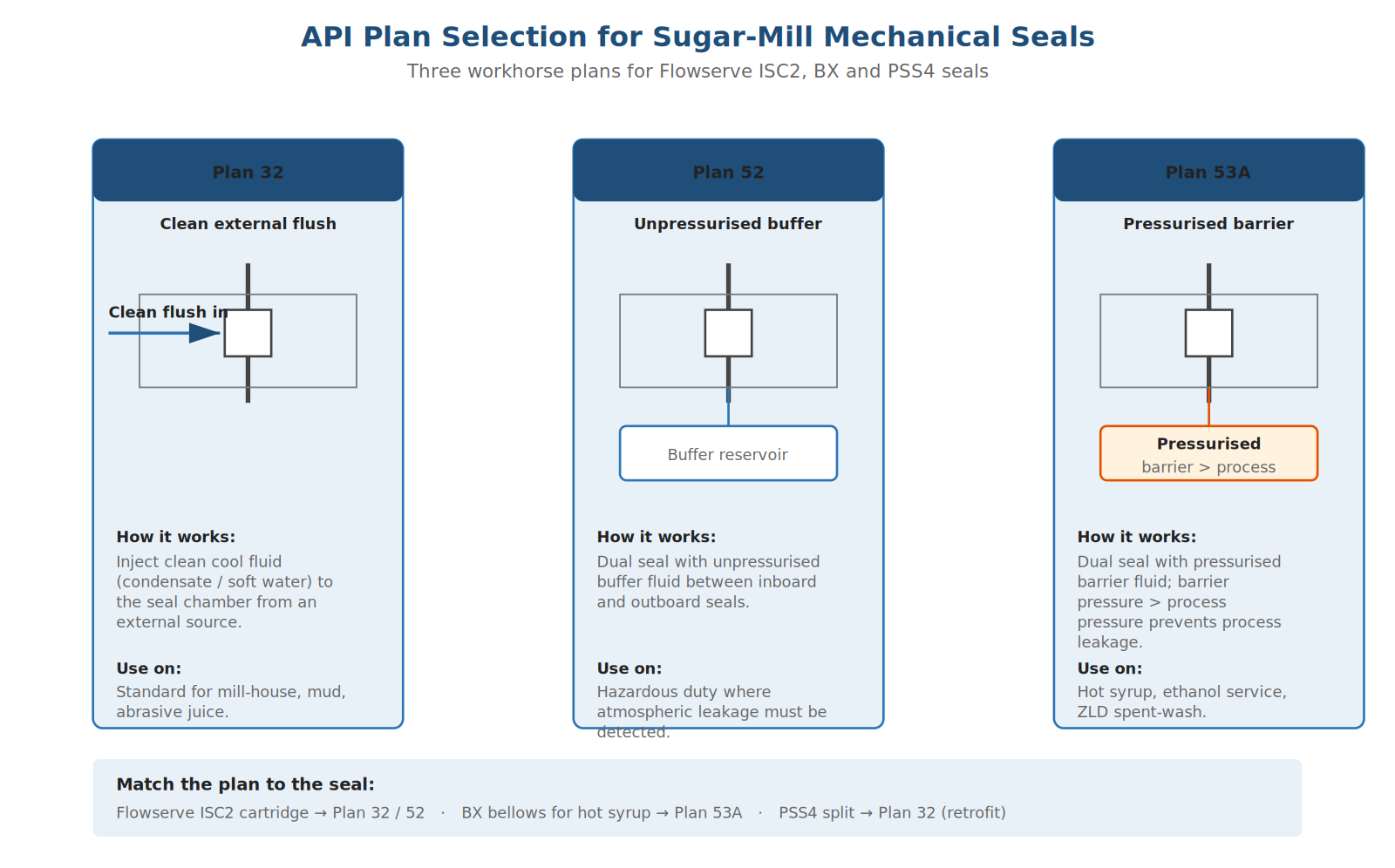
Figure 5 — API Plan 32 / 52 / 53A piping for Flowserve mechanical seals
Where seals fail across a 5,000 TCD sugar mill
A modern Indian sugar mill operates between 80 and 120 centrifugal pumps. During the 150-day crushing season, mechanical seals typically account for 60–75% of all pump-related breakdown hours. Mapping seal failure by mill section gives a clear picture of where to focus the spares budget:
| Mill section | Typical pump count | Seal failure rate | Common failure mode |
|---|---|---|---|
| Mill house (imbibition, mud, juice) | 8–14 | High | Abrasive wear, fibre choke |
| Juice clarification | 6–10 | Medium | Crystallisation on faces |
| Evaporation, condensate | 12–18 | Medium | Thermal shock, scale |
| Pan boiling, syrup, magma | 8–12 | High | High temperature, high viscosity |
| Massecuite, molasses | 6–10 | Very high | Sticky build-up, dry running |
| Boiler feed, BFW, cooling | 8–14 | Low | Generally well-managed |
| Effluent, ETP, polishing | 6–10 | High | Slurry abrasion |
Why gland packing is being phased out
Most older UP mills still run gland-packed pumps in the mill-house, mud and effluent sections. Gland packing is cheap to buy but expensive to run:
- Water loss of 2–6 litres per packing per shift
- Energy loss from friction
- Shaft sleeve wear that turns the pump into a perpetual maintenance project
- Inconsistent leakage that lifts mill housekeeping standards
Conversion from gland packing to cartridge mechanical seals typically pays back in 12–18 months on energy and water alone, and adds reliability on top.
Flowserve seal portfolio for sugar duty
ISC2 — universal cartridge
The Flowserve ISC2 is the default cartridge seal for the majority of sugar-mill duties. It is balanced, single-spring, with O-ring secondary seals. Standard pairings:
- SiC vs SiC for clean juice, condensate, hot water
- SiC vs carbon for clarified juice and syrup
- Tungsten carbide vs SiC for abrasive mud
Elastomers: FKM is standard; EPDM for caustic CIP cycles.
BX — heavy-duty bellows
The BX bellows seal handles services where O-ring elastomers would fail — hot syrup near 110 °C, concentrated B-heavy molasses, and acid-cleaning cycles. The metal-bellows design eliminates the elastomer secondary, removing the temperature ceiling.
PSS 4 split seal — fast retrofit
The PSS 4 is a split cartridge seal that can be installed without dismantling the pump or coupling. Use case: retrofit on an installed gland-packed pump where dismantling cost or downtime makes a normal cartridge swap impractical.
GX gas-lubricated — emerging on vacuum and high-temperature service
For high-temperature, low-pressure or vacuum services where API Plan 32 flush water would dilute the process, the GX gas-lubricated seal uses nitrogen barrier gas. Increasingly specified on vacuum-pan duty and on certain hot-syrup pumps.
API Plan selection
The seal is only as good as its support system. Choosing the right API Plan saves both seal life and shaft sleeve life:
- API Plan 02 — dead-ended; only for clean, cool services
- API Plan 11 — recirculation from discharge through orifice back to seal; works on clear juice
- API Plan 13 — recirculation from seal chamber back to suction; for vertical pumps
- API Plan 32 — clean external flush from condensate or soft water; the workhorse for mill-house and abrasive duty
- API Plan 52 — unpressurised buffer fluid in dual seal; for hazardous or critical service
- API Plan 53A — pressurised barrier fluid in dual seal; for hot syrup and ethanol-bearing service
- API Plan 54 — external barrier-fluid circulation unit; for the most critical duties
A correctly applied Plan 32 on a clarified-juice pump typically extends seal life from 3–6 months to 18–24 months.
Material pairings for sugar duty
- Faces — SiC × SiC for hot/abrasive; SiC × carbon for general; tungsten carbide × SiC for heavily abrasive
- Elastomers — FKM for general; EPDM for caustic CIP; FFKM for high-temperature acid clean
- Metal parts — Alloy 316 standard; Hastelloy C-276 for acid-bearing molasses
For refined-sugar and food-contact duty, specify FDA-grade elastomers and white-paper-listed material certifications.
Common installation errors that void warranty
These are the field errors that turn a 24-month seal life into a 60-day life:
- Spring compression — set wrong because the cartridge clip was removed before the pump was bolted up
- Misalignment — pump-driver alignment outside 0.05 mm parallel and 0.05 mm/100 mm angular
- Pipe strain — flanges torqued unevenly, pulling the casing out of true
- Flush quality — Plan 32 water that contains sand or scale
- Dry start — pump started without primed seal chamber
- Mixed seal kit — one face from one supplier paired with the other from another
Aspire’s seal stock
The Greater Noida warehouse holds:
- ISC2 cartridges in the 6 most-used Mark 3 shaft sizes
- BX bellows cartridges for syrup and magma duty
- PSS4 split seals in 2″–4″ sizes
- API Plan 32, Plan 52 and Plan 53A piping kits
- Common O-ring and gasket kits
Mills typically place a pre-season top-up order in August/September to cover the 150-day campaign.
Service: on-site seal replacement, training, AMC
We offer on-site cartridge seal change-out, alignment, flush-system commissioning, and reliability-engineer training. Annual maintenance contracts cover a defined fleet of pumps with scheduled inspections and emergency response.
How to RFQ
Provide for each seal:
- Pump make, model, shaft size
- Fluid, temperature, pressure, %solids
- Speed, motor kW
- Current seal type and failure history (if any)
- Plant location and required delivery date
Send to enquiry@aspiresolution.in or WhatsApp +91-9958928056.